ELBOWS
Our range of elbows covers a broad spectrum of measurements, standards and materials for all forms of use in piping construction – up to and including those applications with the highest safety requirements.
Unusual angles? Non-standardised radii? Limited tolerances? Not a problem for us – as your partner, we develop solutions with you and customise them to your needs.

Elbows - seamless
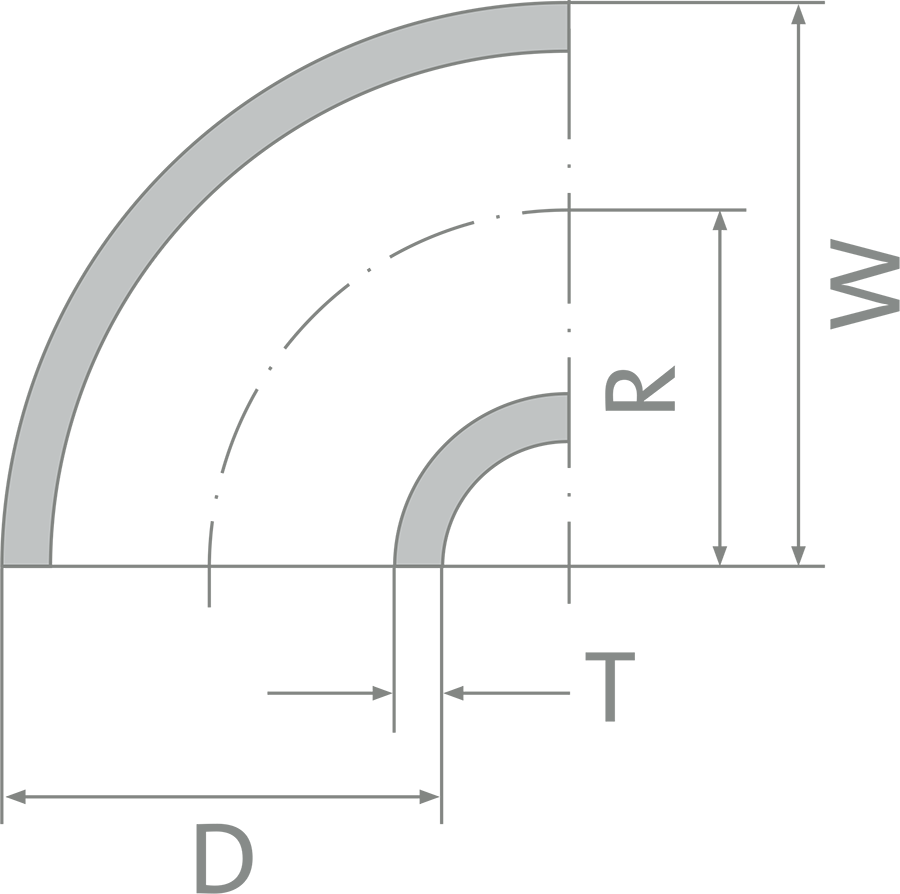
measurements
Ø Diameter: 17.2-610.0mm (from 1/2" to 24")
Wall thickness: 1.8-25.0mm
Model: Model 2 (2D), Model 3 (3D), Model 5 (5D) plus special radii
Angles: 45°, 90°, 180° plus special angles
types
Model: Model 2 (2D), Model 3 (3D), Model 5 (5D) plus special radii
Angles: 45°, 90°, 180° plus special angles
standards
EN 10253-1 / EN 10253-2 (Type A, Type B)
DIN 2605 / DIN 2609
ANSI B16.28 / ASME B16.9
according to individual customer specification
materials
S 235 (1.0038)
P235GH TC1/TC2 (1.0345)
P265GH (1.0425)
16Mo3 (1.5415)
13CrMo4-5 (1.7335)
10CrMo9-10 (1.7380)
X11CrMo5 (1.7362)
X11CrMo9-1 (1.7386)
X10CrMoVNb9-1 (1.4903)
X10CrWMoVNb9-2 (1.4901)
P355 N/NH/NL1/NL2 (1.0562/1.0565/1.0566/1.1106)
L360 (1.8948)
WPB; WP5; WP11; WP22;
additional materials on request
certifications
Test report 2.2
Inspection certificate 3.1
Inspection certificate 3.2
CONTACT